Several Quickie Completed Projects, and a Wish List for Future Projects
Machinery Cleanup and Initial Purchases
November 2013
I have just
finished a project to go through my long neglected lathe
and mill and remove almost 45 years of scum, crud, grunge,and various
forms of chips, swarf (the various chips, oil, and debris resulting
from machining operations), and other debris encapsulated in some
mystery
material. Years ago, I used these machines to do paying
sideline jobs,
but for the last couple of decades they have been strictly home hobby
machine shop tools, often sitting idle for months at a time.
I
finally decided that they needed some TLC. After spending a
number of days scrubbing, scraping, and washing, they actually look
pretty good now! I also researched the proper lubrication
requirements and bought the special oils recommended to do the job
right and did a thorough lubrication of each. The biggest
disappointment resulting from this
cleaning was that much of the paint on the lathe came off with the
scrubbing. That's a project for another day.
I bought a quick change tool post for my lathe and a number of carbide cutters. That's what actually started all these projects.
I am now concentrating on my mill. I recently attended a garage sale about a block from my house. The man is a retired machinist who had a very large machine shop in his previous home. He and his wife have now downsized and he was selling some of his small machinist tools. I bought a couple of nice boring heads, one of which had an attachment to make it a circle cutter, many, many end mills, center drills, drill bits, some V-blocks, 1-2-3 blocks, and a number of other useful items to supplement what I already have. I am now continuing the mill improvement by adding a DRO. Until now, the changes have all been low budget. I have planned a number of other machine enhancements and am slowly working my way through the list.
Update:
As I am writing this paragraph in January 2016, I have completed many of the major projects which were originally shown on this page and a couple which were not. They can now all be seen on the main Machine Shop Projects page. This page still contains several minor completed projects and a couple of planned future projecrs.
Miscellaneous Quickies
I often decide I need or could use an improvement which is really minor, and I go ahead and make it, or do it, or modify something to accomplish it. Here are a couple of recent examples:
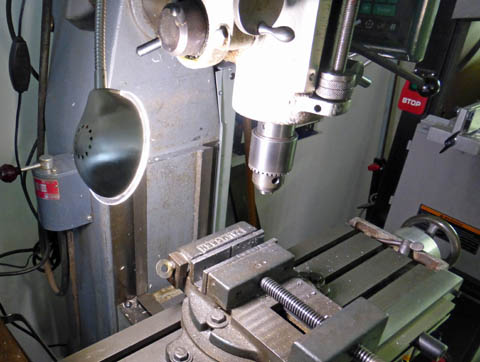
I never have enough light when I am working! Based on a tip on one the the
machinist forums, I bought this LED light at Lowes, on sale for $17 (regularly $20).
It does an excellent job of illuminating the work area of my mill. My only complaint
is that the gooseneck is not very strong. If you try to set it so it runs horizontal, it
sags. I have mounted it so the light hangs down, and it is quite stable.

To remove a cutter from my milling machine collet, I loosen the drawbar bolt, then I usually have to
tap the bolt head with a soft hammer to loosen the collet. I added a brass "hammer" to the wrench I
use on the drawbar. Now I can loosen the bolt, flip the wrench over and tap the bolt head with the
brass piece. Much more convenient!
Tubalcain (Mr. Pete), a frequent YouTube contributor of machine shop tips and techniques gave
me the idea for this one.

My quick change tool post has a built in lever for tightening and releasing the tool
holder. In addition it has a 3/4 hex nut for clamping the entire holder. When aligning
it, you need to pick up a separate 3/4 wrench and loosen the nut. A couple of days
ago, I attended a rummage sale at a nearby church and picked up a couple of 3/4 Proto
combination wrenches for $1 each. I cut the open end wrench off one of them and now
I have a box wrench I can leave on the tool post in a similar manner to the wrenches on
the carriage stop and the carriage lock. It is much more convienient.

I attended a large garage sale next door this weekend. On the 2nd day it was all 1/2 price.
This Craftsman 4 drawer tool chest was marked $15, so I got it for $7.50. The lid was missing.
I cut a couple pieces of wood for the top compartment to carry the weight, and placed the
upper half of my existing chest on top. I have now been able to spread out the contents of some
of my very crowded drawers.
I bought a quick change tool post for my lathe and a number of carbide cutters. That's what actually started all these projects.
I am now concentrating on my mill. I recently attended a garage sale about a block from my house. The man is a retired machinist who had a very large machine shop in his previous home. He and his wife have now downsized and he was selling some of his small machinist tools. I bought a couple of nice boring heads, one of which had an attachment to make it a circle cutter, many, many end mills, center drills, drill bits, some V-blocks, 1-2-3 blocks, and a number of other useful items to supplement what I already have. I am now continuing the mill improvement by adding a DRO. Until now, the changes have all been low budget. I have planned a number of other machine enhancements and am slowly working my way through the list.
Update:
As I am writing this paragraph in January 2016, I have completed many of the major projects which were originally shown on this page and a couple which were not. They can now all be seen on the main Machine Shop Projects page. This page still contains several minor completed projects and a couple of planned future projecrs.
Miscellaneous Quickies
I often decide I need or could use an improvement which is really minor, and I go ahead and make it, or do it, or modify something to accomplish it. Here are a couple of recent examples:
I never have enough light when I am working! Based on a tip on one the the
machinist forums, I bought this LED light at Lowes, on sale for $17 (regularly $20).
It does an excellent job of illuminating the work area of my mill. My only complaint
is that the gooseneck is not very strong. If you try to set it so it runs horizontal, it
sags. I have mounted it so the light hangs down, and it is quite stable.
To remove a cutter from my milling machine collet, I loosen the drawbar bolt, then I usually have to
tap the bolt head with a soft hammer to loosen the collet. I added a brass "hammer" to the wrench I
use on the drawbar. Now I can loosen the bolt, flip the wrench over and tap the bolt head with the
brass piece. Much more convenient!
Tubalcain (Mr. Pete), a frequent YouTube contributor of machine shop tips and techniques gave
me the idea for this one.
My quick change tool post has a built in lever for tightening and releasing the tool
holder. In addition it has a 3/4 hex nut for clamping the entire holder. When aligning
it, you need to pick up a separate 3/4 wrench and loosen the nut. A couple of days
ago, I attended a rummage sale at a nearby church and picked up a couple of 3/4 Proto
combination wrenches for $1 each. I cut the open end wrench off one of them and now
I have a box wrench I can leave on the tool post in a similar manner to the wrenches on
the carriage stop and the carriage lock. It is much more convienient.
I attended a large garage sale next door this weekend. On the 2nd day it was all 1/2 price.
This Craftsman 4 drawer tool chest was marked $15, so I got it for $7.50. The lid was missing.
I cut a couple pieces of wood for the top compartment to carry the weight, and placed the
upper half of my existing chest on top. I have now been able to spread out the contents of some
of my very crowded drawers.
Wish
List of Future Projects
Cross slide modifications
Note: I have completed the first phase of the cross slide mods and have mounted a DRO on it.
There are several reasons I desire to modify the cross slide:
1. I need more material toward the rear to mount the DRO scale
2. I need a rear attachment point for my future taper attachment
3. In my opinion, the present design does not protect the leadscrew and the ways adequately
I am doing the cross slide mods in two stages. I will first add an aluminum rear section to the existing unit after cutting off the marginal chip shield. This section will address the issue of mounting the DRO toward the rear of the machine where it will not interfere with the chuck or limit travel of the carriage. It will also provide a mounting surface for a slotted member which will attach to the taper attachment after it is built, and it will cover the ways and leadscrew much better than the present design.
Note of 3/26/2014:
I scaled back the first phase of these modifications. Instead of adding a large aluminum block to extend the whole slide, I added a mounting strip along one edge to mount the DRO scale. For these modification details and the installation of the DROs, please see Adding Low Cost DROs to my Lathe.
The taper attachment is far enough away that I may well have machined the new cross slide casting by the time I build it.
The final stage, which I am delaying until I am pretty well caught up on these other projects consists of totally machining a raw casting I have obtained from Metal Lathe Accessories in Pennsylvania. This will result in a much longer cross slide with full length ways, an additional mounting area for special tools, and provisions for a taper attachment. I am delaying this part, as it will require quite a bit of very careful machining, and if I get phase 1 completed satisfactorily, it may show me details I should incorporate into the final casting machining.

The existing cross slide has ways on only the front 6 inches of its length, and the chip
guard is only good at protecting it from hail! The gaps and clearances readily allow chips
and swarf (the fine chips, oil, and particles always in abundance around machining
operations) to get into the ways and leadscrew. It is particularly bad if you use
compressed air to remove excess chips. I no longer do that! Long live the shop vac!

Here the cross slide and its gib are shown off the lathe. The protrusion in the center
is the nut for the leadscrew.


The left picture shows the castings from MLA for my future cross slide. The rear includes a flat section with T-slots for mounting special accessories.
The second casting attaches to the rear end and will have a slot down the center for attaching the taper attachment.
The photo on the right shows a finished cross slide made from a casting like mine. The work was done by Paula, a very talented machinist who is
active on one of the machining forums. It looks like I really need to clean up and paint my lathe! Hers is beautiful!
She has a very comprehensive writeup with many photos of the step by step job of machining this cross slide. It can be found at
http://www.practicalmachinist.com/vb/south-bend-lathes/machining-t-slotted-cross-slide-177054/
Just keep scrolling down past other member comments and you can see her complete process.
Lathe
Taper Attachment
Future Project
A taper attachment is a useful, but expensive accessory for a lathe. It allows very precise angles to be cut over a relatively long distance. There are actually three different ways to cut tapers on a lathe:
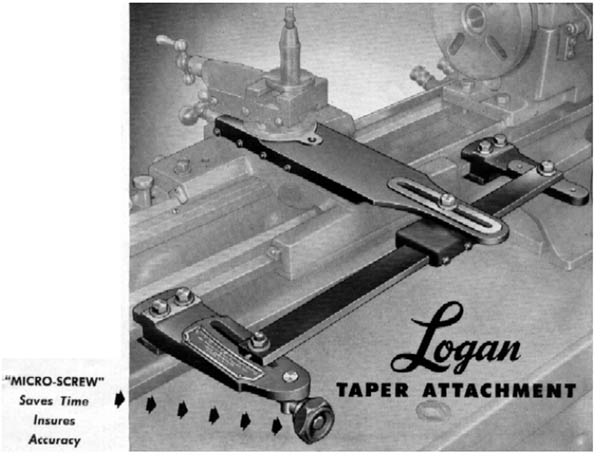
This is the taper attachment I could buy from the Logan Actuator Company. It comes
with a replacement cross slide and everything else shown in dark print.
I plan to build a very similar unit for much less money.
Progress:
I have made CAD layouts of the complete taper attachment, but have not finalized the details.
I have bought a 1 1/2 x 3/8 fully ground steel bar to use for the main cross bar, some cold rolled steel for the mounting brackets, and a length of 2 1/2 diameter gray cast iron Durabar to use for the slider.
Cutting a Metric Gear Pair for my Lathe
Future Project
Another project-in-planning is to make a pair of gears which will allow my lathe to cut metric threads. As manufactured, it is capable of cutting a wide range of different pitches, as measured in threads per inch. There are no metric pitches supported. Some time ago I had to cut a metric thread and was lucky enough to find that one of my automatic feed settings was fairly close to the pitch I needed and the resultant thread, although not cut to a perfect pitch, was "close enough".
To get exact metric pitches, you need a gear ratio inserted into your system of 1.27 to 1, meaning, at a minimum, a gear with 127 teeth driving a gear of 100 teeth. At the diametral pitch of our lathe gears, these would be very large gears and would prevent the protective cover from being closed over the gear train. A popular alternative is to use gears of 47 teeth and 37 teeth instead. This gives a ratio of 1.27027027 to 1 instead of the ideal 1.27 to 1. As you can see that is an error of about 2/100 of a percent, or an error of about .0026 per foot. This is a totally acceptable error for all but the most extreme requirements.
I plan to follow the lead of a very talented home machinist who published his methods on his webpage. He used Delrin as a material for the gears as it machines very well, has self lubricating properties, and is easily durable enough for the low loads of driving a threading leadscrew.
This is a picture from Conrad Hoffman's website (http://conradhoffman.com/hsm01.htm)
showing his Delrin 47 tooth/ 37 tooth gear cluster for cutting metric threads.
Future Project
A taper attachment is a useful, but expensive accessory for a lathe. It allows very precise angles to be cut over a relatively long distance. There are actually three different ways to cut tapers on a lathe:
- Use the compound rest
set to the angle you want to
cut.
This is good for short, non-precision cuts, but is very difficult to
adjust to a precise taper such as a lathe center which must lock into a
matching taper, and it is limited in the length of cut you can
make. Also there is no power feed available, so the surface
finish is dependent on your ability to manually feed smoothly.
- Offsetting the
tailstock. This allows long precision
tapers to be cut, but only for work suspended between two
centers, and for very shallow angles. The process can damage
the center holes in the work
due to the misalignment and when you are done, you are faced with
accurately re-aligning the tailstock so future work will not be
tapered. Power feed can be used with this method.
- A taper attachment. This consists of a bar or a way along the rear of the lathe which is adjusted to the exact angle you want to cut. As the carriage moves, a follower on the attachment moves along the angle and directly drives the cross slide. This allows you to cut shallow (usually less than 6 or 7 degrees) tapers internally, externally, between centers, or on chuck held work, and of course power feed may be used.
This is the taper attachment I could buy from the Logan Actuator Company. It comes
with a replacement cross slide and everything else shown in dark print.
I plan to build a very similar unit for much less money.
I have made CAD layouts of the complete taper attachment, but have not finalized the details.
I have bought a 1 1/2 x 3/8 fully ground steel bar to use for the main cross bar, some cold rolled steel for the mounting brackets, and a length of 2 1/2 diameter gray cast iron Durabar to use for the slider.
Cutting a Metric Gear Pair for my Lathe
Future Project
Another project-in-planning is to make a pair of gears which will allow my lathe to cut metric threads. As manufactured, it is capable of cutting a wide range of different pitches, as measured in threads per inch. There are no metric pitches supported. Some time ago I had to cut a metric thread and was lucky enough to find that one of my automatic feed settings was fairly close to the pitch I needed and the resultant thread, although not cut to a perfect pitch, was "close enough".
To get exact metric pitches, you need a gear ratio inserted into your system of 1.27 to 1, meaning, at a minimum, a gear with 127 teeth driving a gear of 100 teeth. At the diametral pitch of our lathe gears, these would be very large gears and would prevent the protective cover from being closed over the gear train. A popular alternative is to use gears of 47 teeth and 37 teeth instead. This gives a ratio of 1.27027027 to 1 instead of the ideal 1.27 to 1. As you can see that is an error of about 2/100 of a percent, or an error of about .0026 per foot. This is a totally acceptable error for all but the most extreme requirements.
I plan to follow the lead of a very talented home machinist who published his methods on his webpage. He used Delrin as a material for the gears as it machines very well, has self lubricating properties, and is easily durable enough for the low loads of driving a threading leadscrew.
This is a picture from Conrad Hoffman's website (http://conradhoffman.com/hsm01.htm)
showing his Delrin 47 tooth/ 37 tooth gear cluster for cutting metric threads.
Progress:
About the only work I have done on this project past significant research is to purchase a gear cutter suitable for both these gears from China through Ebay, and to verify that my dividing head can truly handle both 37 and 47 tooth gears. The rest will wait until I have completed a majority of the above projects.
About the only work I have done on this project past significant research is to purchase a gear cutter suitable for both these gears from China through Ebay, and to verify that my dividing head can truly handle both 37 and 47 tooth gears. The rest will wait until I have completed a majority of the above projects.
Richard Mason 12/1/2013