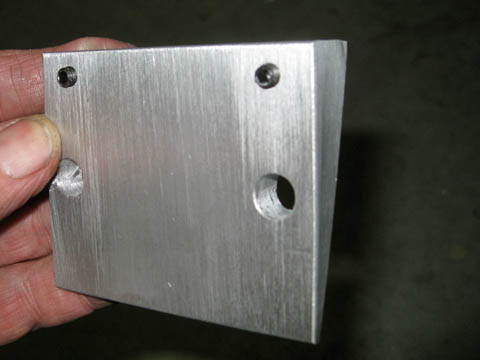
This is the main mounting block for the Z axis brackets. It
bolts to the side of the
knee on as-cast material. The 4 grub screws are for aligning
it there. This is the
first part I have made using a 2 axis DRO and it is really nice to work
with. All the
measurements are so much easier and faster to set up.
When I test installed it, the clearances were less than I liked and I
would have had to
trim the cover to fit, so I fabricated a 3/8 plate the same shape as
the top of the block,
and added it as a "shim".
Where the block mounts, the cables from the X and the Y axes slide over
one of the
corners as I move the Y axis, so I rounded the corner. I used
the "Simple Arc"
function of the DRO to guide me. It took 37 separate steps,
each positioning it for a
plunge cut. For each step the DRO gives a pair of
coordinates. I then move the
machine to zero out the numbers then make my cut. I press a
button and it gives me
the next set of locations. It really goes fairly
quickly. The photo shows the curve
as it came from the mill - no sanding or polishing!

The Z axis scale is installed and aligned. The addition of
the bracket will make
it operational. I had a little trouble mounting this scale,
as the mounting centers
didn't quite match between the scale and the backing plate. I
thought about opening
the slots of the scale slightly, but didn't want to kill the
warranty. I ended up turning
down the diameter of the mounting screws a few thousandths from the
head down the
thickness of the scale, not touching the active threads. This
was enough to allow
a slight clearance.


| The
Z axis bracket is similar to the Y one, except there is a several inch
vertical offset
to properly locate the trolley on the scale. This keeps the
trolley at least 1/2 inch from the bottom end and almost 1 1/2 in. from
the
top during full travel of the knee. |
|
The
Z bracket is fully installed and aligned. |

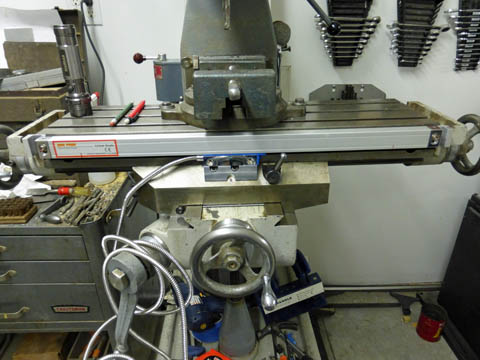
All three axes are now installed and aligned.

The job is now functionally complete. It is all connected and
checked out and the
covers are installed on the Y and Z axes. I had a slight
problem on the Y cover,
The inside flange of the plastic end cap was hitting the mounting block
and caused
the cover to stick out beyond flush. I solved it by attaching
1/8 in spacers inside the
cover, lifting the flange above the block. I also had to
shorten the cover about an inch.

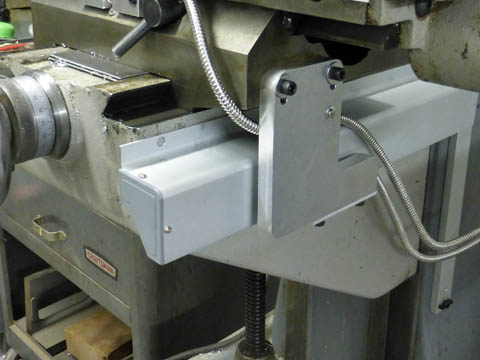
I quickly found that the amount the display extended from my mill
limited access
to my band saw and made it hard to reach the wrenches on my
wall. I shortened
the mounting bar by 4 inches to help alleviate the problem. I
think for a small mill
this is a more appropriate length anyway.
The display came with a custom fitted clear vinyl cover to help keep it
clean. The
cover does not interfere with reading the displays or affect the touch
of the buttons.

Having an additional 4 inches really made it easier to work in that
area. In addition
I made it so the entire monitor will fold in against the side of the
machine.


I
have adjusted the pivot bolt so the arm swings fairly easily.
This
stop bracket limits the back travel when the display is in the
operating position and keeps the display stable while pressing the
buttons. I initially had a problem tightening the bolt enough
that the display would not move when I pressed the buttons.
|
|
When
not in use, I can now easily swing the display completely out of the
aisle. |

All three cables gather together into a single service loop which
provides sufficient
slack for all table positions.


I
had to put the excess cable somewhere, so I gathered it in a loop and
hung it from the rear of the column.
|
|
I
noticed that there was a possibility of the cables snagging on the
bottom of the Z axis cover, so I made an anti-snag endcap.
|

Well, I think this job is done!
I am very well pleased with how the installation turned out and am
anxious to do
more projects using my new DRO.
Addendum
of 12/29/2015
Quill
DRO
See how I later added a low cost DRO to the quill of my milling
machine. Please click
here.
GO BACK TO "Machine Shop
Projects"