The finished shaft extension is shown on the left. The
reduced
diameter on the right end of it is to allow me to use the 5/8 inside
diameter gear mesh
adjusting shims that were supplied with the drive. Making new
shims
to go over the 3/4 inch shaft would have been a major pain.
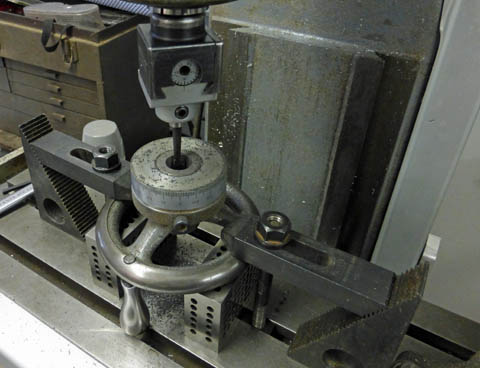
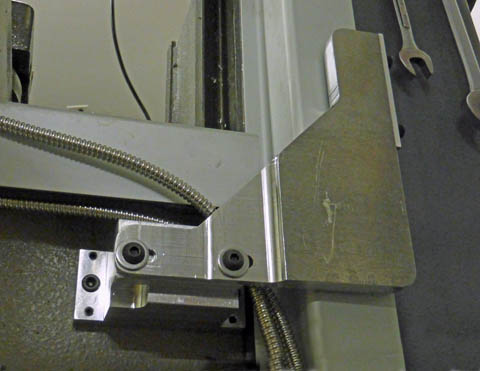
The right picture shows my setup of the crank handle and feed dial for
boring a 3/4 inch diameter for the first 7/8 inch
of bore length to allow the
handle to fit the larger shaft diameter. The 2 inch support
blocks were high
enough only because I was able to drop the crank handle slightly into
the adjacent T slot.
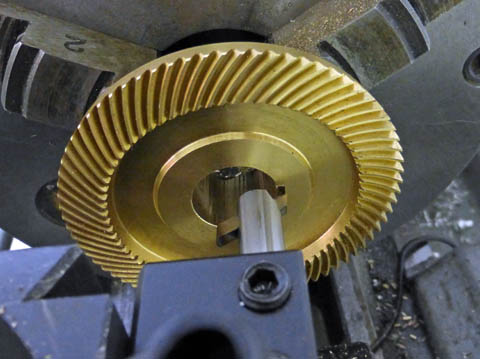
After cutting the gear down in length and boring it out to 3/4 inch, I
had to put
in a new keyway. Not having any broaches (which are very
expensive), I
used the "poor man's broach". Using a 1/8 inch cutter in a
boring bar, I cut the
keyway by moving the carriage back and forth. I advanced the
depth by about
.001 per stroke, while the bit slowly cut the
keyway. It worked great!

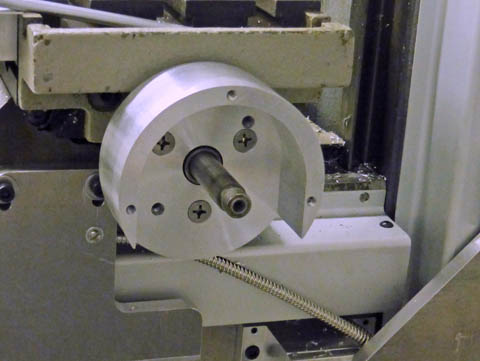
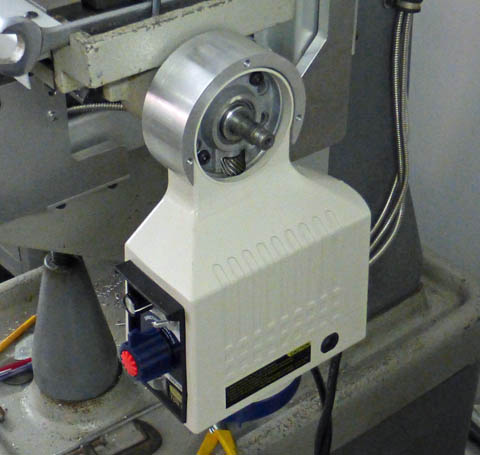
I
added a new set of mounting holes to the back plate which rotated the
assembly 25 degrees. And here is the drive fully installed
temporarily
at an angle - and it works! The drive is installed, but there
is
still a lot of work to do. I need to make a new thick rear
plate
and a new shaft
extension. I also need to modify the Y and Z DRO brackets and
provide a means of mounting the limit switches.
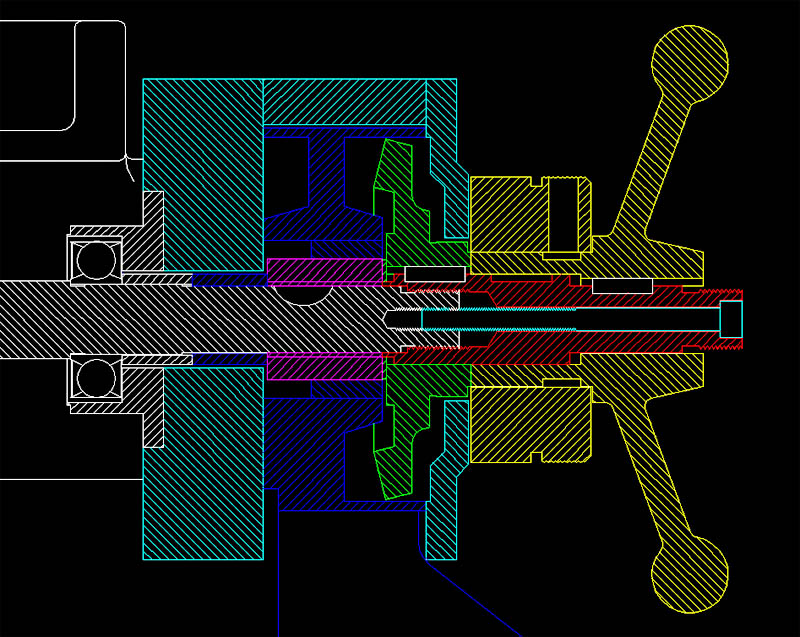
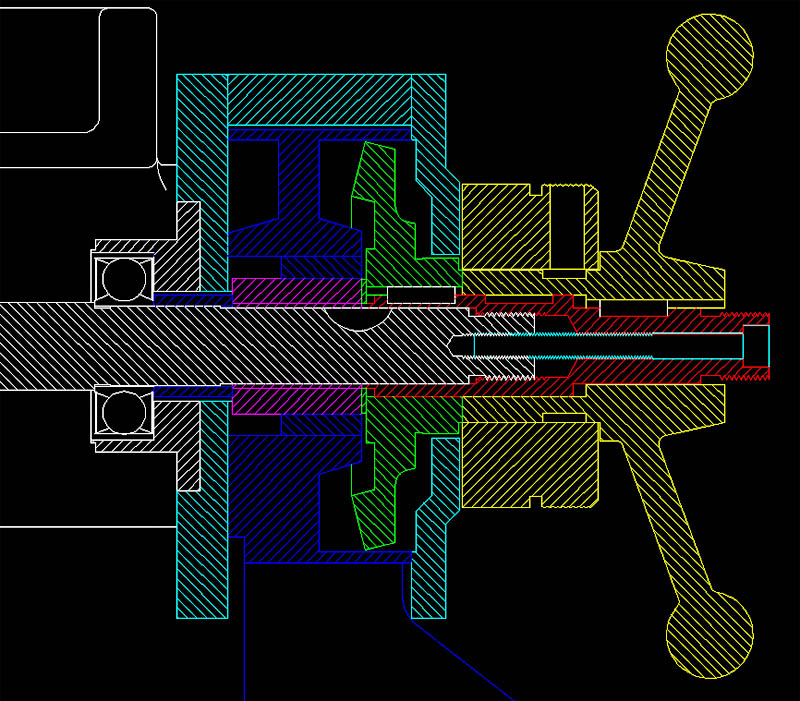
Here is the cross section showing the latest changes. The
back
plate is now a full inch thick, moving everything out a little more than
5/8 inch. I needed a new shaft spacer (dark blue) between
the stock bearing spacer and the magenta needle bearing race, and I
needed
a totally new shaft extension. The new shaft extension is
exactly
the same length as the old one, but overlaps the original shaft less.


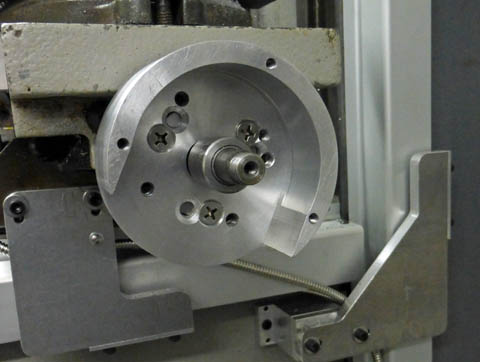
This shows the back and front sides of the new back plate.
The
original plate was a little under 3/8 inch thick, this one is 1.00 inch
thick,
thus moving the drive about 5/8 of an inch farther out from the machine.

This is the completed new shaft extension. It is the same
length as the original
one, it just overlaps the original shaft about 5/8 of an inch less.
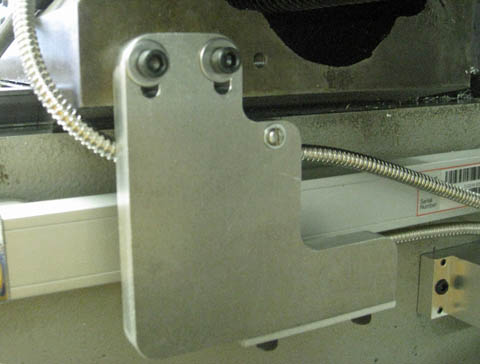
I
reworked the Y axis DRO bracket (left) by cutting out the upper right
corner and providing a new hole and slot. This eliminated
an interference with the back plate.
On the right you can see where I removed the bottom edge of the Z DRO
bracket, thinned the forward end of it and used low profile
button head screws. I also removed some of the mounting block
corner. These changes, along with the thicker back plate have
eliminated
all interference problems.
The only thing
yet to complete on the
motor mounting is to replace some temporary screws with the correct
ones when they arrive. I am very disappointed with the
big-box
stores. Earlier I tried to buy some socket head cap screws at
Home Depot. They had a couple of pull out drawers with metric
SHCS, but no SAE! I then went to Lowes and found a fairly
decent
selection and bought what I needed then. I just went back to
pick
up a few 10-32 SHCS at Lowes. The only socket head screws in
10-32 they had was 1 length of a stainless button head screw!
I
came home and ordered several sizes from Ebay and am now waiting for
them to come.
The rest of the project is to mount the limit switches (one unit - two
switches) and the movable lugs that trip them. I plan to
replace
the X axis DRO protective cover, which is now light weight aluminum
with a 1/8 inch steel angle. This will attach to the two
coolant trays
at the end of the table, not in contact with the DRO scale, and mount
an aluminum T-slot extrusion which
came with my drive kit. The stock X axis feed kit relies on
using
the T-slots on the front of the table to mount these lugs, with the
switch being mounted on the front of the saddle. My DRO
installation has the X axis scale covering part of the T-slot, making
it unusable. When I ordered my drive kit, I ordered the one
for
the Y axis. The drive motors are the same, but this kit came
with
accessories I thought I could use, including the T-slot
extrusions. I am not very pleased with them, as they are very
light weight, but they will do the job.

My first use of the power feed was cutting one leg of an angle I had
down to the
correct dimension using a slitting saw. This was a very slow
process, taking 15 or
20 minutes, and I was very glad to let the machine feed the table,
while I used my
hands to try and damp the high pitch resonance the saw
caused. This angle will
replace the aluminum one in the foreground.

I have now disassembled the feed unit assembly and re-built it using
all the correct
screws. This should be the final assembly.
After cutting
the angle down to the
correct dimension, I made two aluminum mounting blocks to mount to the
cast drip trays, and installed
them all to replace the original aluminum cover.
Unlike the original one, this cover does not contact the measuring
scale, and is much stronger
than the original. I then mounted the aluminum T-slot
extrusions
to the front. After making a new bracket for the limit
switch, I
mounted it to the saddle. I placed the switch offset to the
left
to leave the DRO trolley bracket fully exposed. This required
mounting the T-slot extrusions slightly offset to the left.
The
stop blocks as shown in the following picture are positioned at the
extremes of table travel.
I have already thoroughly enjoyed using the power feed making several
items (mostly to complete this power feed project). It is
really
easy to get used to using it!

This shows the completed installation.
GO BACK TO "Machine Shop
Projects"