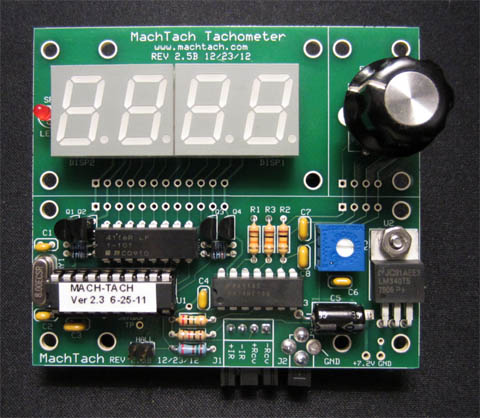
I'm ready to start building the board. The circuit board is
top quality, with solder
mask and silk screened legends. the pads are reflow solder
coated for great soldering.
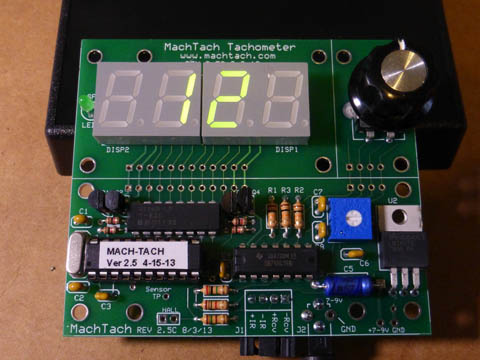

On the left is my finished board, just powered up for the first
time. All the preliminary checks work correctly.
To install it in the case, I had to cut the openings in the
case
for the display, the SFM LED, and the control knob. I cut the
green
plexiglass lens to be a tight fit in the display opening and glued it
in flush to the top. I trimmed and attached the front panel
legend
to the box with double sided scotch tape. The board then
mounted inside and is shown on the right.

For the light reflecting surface I wrapped the spindle shaft with black
electrical
tape and placed 6 pieces of reflective tape equally spaced on
it. The sensor is
mounted on a simple bracket using tapped holes already in the
lathe. After setting
up the sensor, I had to adjust a trim pot to ensure that when the
sensor points
to black, a test point is more than 4 volts, and pointing to the silver
it is less than
1 volt. Both conditions are now met with a good margin.

I have installed the display on my temporary DRO display mount for easy
visibility.
I checked the readings against a hand held tachometer at a couple of
different
speeds and they matched almost exactly.
The tach has been working fine, but I have noticed that
there is a 1 or
2 RPM shift in the readings as it updates each second. While
this is totally acceptable as
far as accuracy is concerned, I thought I would try to improve
it. The tach calculates RPM by measuring the time between
adjacent
strips and averaging these times for 1 second. While this
provides a very stable output, if there is a variation in the times
between strips, the average can vary slightly depending which strip
starts the averaging.
I decided to correct the problem. I found that my original
efforts to place the strips equally were not very successful.
A
couple of my strips were significantly out of position. I set
up
a 60 tooth gear on a shaft in my 3 jaw chuck and marked between
each group of 10 teeth. Using an old lathe tool as a stop, I
was
able to very accurately rotate it exactly 1/6 of a turn at a
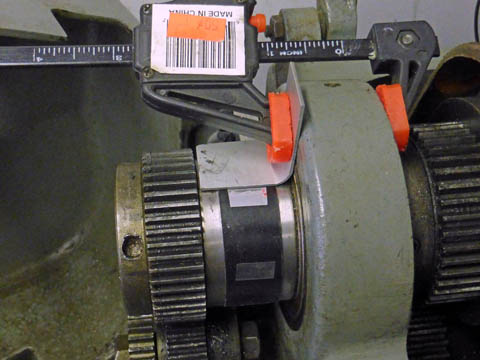
time. I clamped a metal strip on the tail of my spindle to
allow
me to place the strips very accurately. I would estimate that
each strip is now within about .010 inch of being equally
spaced.
Before, I had one that was a full 1/4 inch out of position.
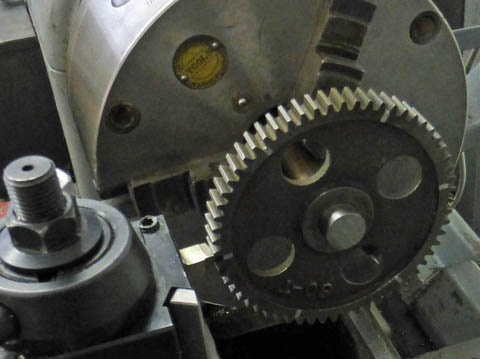
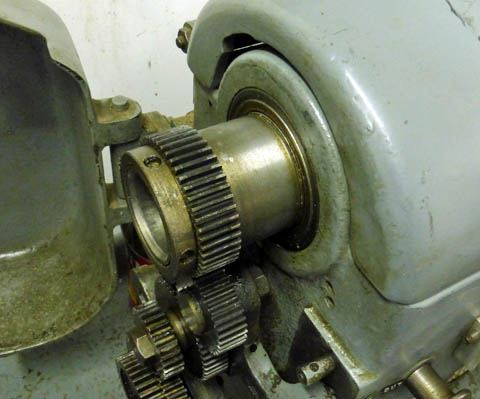
On the left is the 60 tooth gear I am using to accurately index the
spindle 60 degrees at a time.
On the right you can see my guide to help me place the strips
accurately.
After I corrected the misplaced strips (actually only 2 of
them) I tried it and
there was absolutely no jitter. The readings were totally
stable. I am very pleased!
Richard S. Mason
2/2014